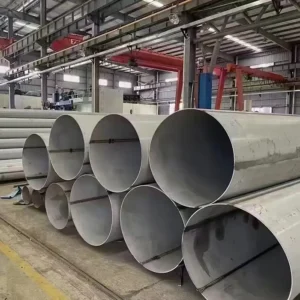
溶接されたステンレス鋼の管および管は、溶接の後で形作る単位および型のひだを付けることを通る鋼管使用された鋼鉄か鋼鉄ストリップを示す。簡単な生産工程、高い生産効率、仕様の様々な溶接鋼管は、シームレスオプションよりも費用対効果です。
素材:
304/304L;
316/316L;
その他
溶接ステンレス鋼管は、ステンレスコイルまたは帯鋼を円筒状に圧延し、圧延・成形し、長手方向の継ぎ目を溶融溶接することによって形成され、溶接鋼管とも呼ばれる。製造工程は単純で効率的だが、強度は通常、ステンレス鋼よりも低い。 シームレス鋼管使用圧力は20%と低い。
溶接ステンレス鋼管は、シンプルな生産工程、高い生産効率、仕様の多様性、およびシームレスオプションよりも費用対効果の高い、徐々に低コスト、柔軟な仕様と強力な耐食性に起因する多くの分野でシームレス鋼管を置き換えている、広く建設、化学工業、食品加工や他の分野で使用されていますが、一般的な強度はシームレス鋼管よりも低いです。
大手溶接管サプライヤーとして、当社は以下のグレードの材料と規格の製品を提供しています:
グレード 304/304L、316/316L、二重2205、極度の二重2507、309S、310S、317、430、904L、等スタンダード: ASTM A312;ASTM A269;JIS G3459;ASTM A789(二相鋼);DIN;EN;ISO;GBなどサイズ 1/2インチ~48インチ(DN15~DN1200)壁の厚さ: Sch5S - Sch160; PN 10 - PN 100表面だ: 研磨、焼きなまし、酸洗、光輝処理カスタムエンドプレップ: 面取り、ソケット溶接、ASME B16.25/16.11に準拠したねじ切り端
シームタイプ:
一般に溶接鋼管は、精度が高く、肉厚が均一で、鋼管内部の輝度が高い(鋼管の表面輝度は鋼板の表面等級によって決まる)。
費用対効果: シームレス管に比べ、溶接管は価格競争力を維持しながら優れた性能を発揮します。溶接工程は、材料の無駄とコストを削減し、大径化を可能にします。
高い耐食性: ステンレス鋼は酸やアルカリに強く、過酷な環境でも安定した性能を維持します。グレード316と二相ステンレス鋼は、304よりも塩化物や酸に耐性があります。
寸法精度: 自動成形と切断により、外径公差は±1%以内です。
柔軟なカスタマイズ: 幅広いサイズ、形状、厚みがあります。寸法、材質、表面処理は、お客様のニーズに合わせてカスタマイズいたします。
強度と耐久性: 溶接継手は丈夫で、高圧(石油パイプラインなど)や高温にも耐えることができる。
1.建設とインフラストラクチャー
給水システム、(橋のような)構造支持、地下配管(耐久性があり、高圧に耐える)。
2.石油・ガス
原油、天然ガスの輸送(長距離高圧パイプライン用スパイラル溶接パイプ)。
3.食品と化学:
流体/化学輸送配管(耐食性に依存)。
4.機械と自動車:
熱交換器、ボイラー部品、自動車排気システム。
5.エネルギーと産業
発電所配管、熱交換設備(シームレス鋼管から順次置き換え)
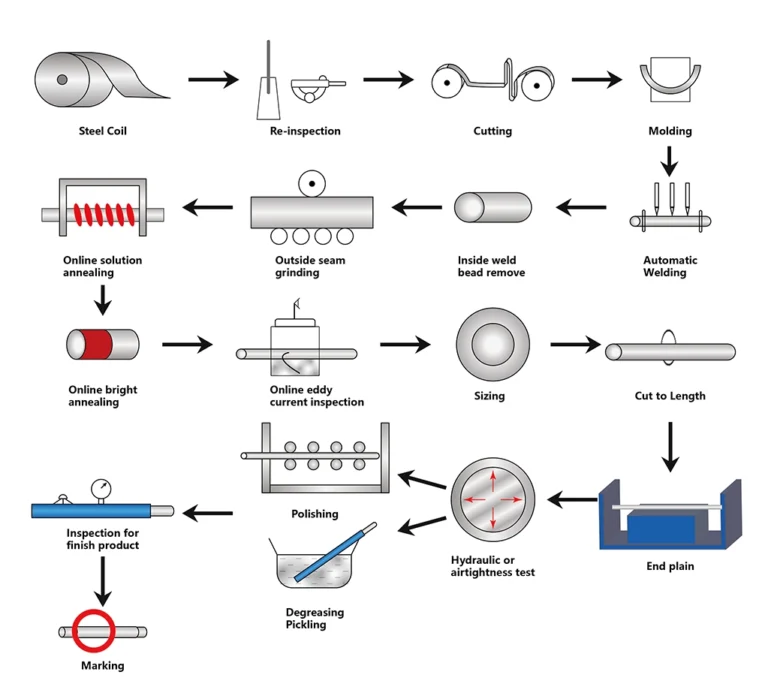
1.洗浄:ステンレス鋼管を溶接する前に、溶接効果に影響を与えないように、パイプの表面を洗浄し、ほこりや汚れを除去する処理が必要です。
2.切断: さまざまなシナリオの条件そして使用に従って、ステンレス鋼の管は必要な長さを形作るために切られる必要があります。
3.面取り: 溶接されるステンレス鋼管には、管口を明確にし、位置ずれや焼きなまし現象を低減するために、面取り処理が必要である。
4.溶接:手動アーク溶接、アルゴンアーク溶接、プラズマ溶接など、溶接に適した溶接方法を選択し、気孔や亀裂のない平坦な溶接部品の端部を確保する。
5.研磨:溶接部分を研磨してバリや鋭利なエッジを取り除き、外観をより美しくする。
1.溶接シーム
ステンレス鋼管溶接の溶接品質を確保するには、 適切な準備手順に従うこと、適切な溶接方法と 溶加材を選択すること、溶接パラメーターを正し く調整すること、一般的な課題に対処すること、 溶接後の検査と仕上げを徹底的に行うことが重 要である。HAZを最小限に抑え、均一で欠陥のないシームを製造するため、熱入力とシールドガスを厳密に管理しています。
2.溶接電気と速度の制御
素材やパイプ・サイズが異なれば、溶接部の品質と成形性を確保するために、異なる溶接電流を制御する必要がある。
溶接速度が速いと溶接が弱くなり、遅すぎると溶接部が歪むので、実際の状況に応じて制御する必要がある。
3. 総合品質検査
すべてのパイプはインライン検査と溶接後検査を受ける:- 表面および表面下の欠陥に対する渦電流- 溶接の完全性に関する静水圧試験- 継ぎ目の合金組成を確認するPMI- 100%寸法試験(外径、WT等)
4. 原材料の完全性
当社では、TISCOや宝鋼などの有名な製鋼所から優良ステンレス・コイルを調達しており、各バッチは正確な化学組成と微細構造について認証を受けています。これにより、溶接性能を損なう母材のばらつきを排除しています。
製品を完全に管理することで、お客様に最高品質の価格とサービスをお届けすることができます。JBLSTEELはお客様のプロジェクトに最適なソリューションを提供いたします。